Réduire les temps d'équipement, diminuer les coûts unitaires


Actuellement, force est de constater qu’il y a une tendance à produire des séries de petite taille. Cela concerne maintenant aussi les tours multibroche. Si auparavant, les machines produisaient tout au long de l’année des millions de pièces identiques, il n’est pas rare aujourd’hui qu’un sous-traitant soit obligé de changer de séries tous les deux ou trois jours. Les temps d'équipement ont alors une influence considérable sur les coûts pièces. Si vous utilisez un système BDE, ce dernier vous détaillera ces coûts dans des calculs minutieux.
Travailler sur un concept d’équipement optimal est donc essentiel pour l’avenir – Karl-Heiz Schumacher, directeur Développement et Conception Tours Multibroche chez INDEX, en est convaincu : « La taille des séries continuera à diminuer. Pour nous, cela signifie que nous devons développer des solutions qui réduisent les temps de reconversion et de réglage et – tout aussi important – le facilitent, tout en continuant à assurer des résultats ultra-précis. » Notamment parce que les opérateurs disponibles partout dans le monde sont de moins en moins bien formés.
Le système de serrage rapide INDEX à denture W intégrée : un coup d’accélérateur à l’équipement de votre machine
De ce fait, lors du développement du nouveau tour multibroche MS24-6 (comme c’est d’ailleurs aussi le cas du MS32-6 présenté l’année dernière), les développeurs INDEX ont importé des solutions appropriées. Le système de serrage rapide INDEX à denture W intégrée sur le chariot croisé en fait partie. En lieu et place du système à queue d’aronde classique, chaque chariot croisé est équipé dorénavant d’une denture en W, ce qui facilite considérablement le réglage, au micron près, du porte-outils. La denture en W supprime le degré de jeu en X. Ainsi, il suffit à l’opérateur de positionner le porte-outils déjà préréglé en X et Y. Il est fixé à l’aide d’un dispositif de serrage rapide développé par INDEX, qui bloque le porte-outils grâce à un tirant et une tige conique précontrainte. Il suffit ensuite de tourner la clé. « L’opérateur met ainsi moitié moins de temps par rapport au changement de porte-outils classique, et les erreurs sont quasiment exclues », souligne Monsieur Schumacher.
Pour ces chariots à denture en W, INDEX a développé des porte-outils de tournage, des porte-forets simples et doubles qui ne sont plus réglés dans la machine, mais en amont sur un banc de préréglage. Grâce à la denture en W, les cotes sont appliquées sans le moindre écart. Pour les porte-forets doubles, les temps d'équipement qui pouvaient atteindre deux heures sont réduits à dix minutes au maximum. Tous les modules entraînés nécessaires pour le fraisage, le polygonage et le perçage sont également disponibles avec la denture en W, de sorte qu’ils puissent être positionnés avec précision sur le nouveau chariot à denture en W. M. Schumacher ajoute : « Pour toutes nos améliorations et nouveautés, nous avons aussi veillé à ce que les porte-outils actuels des tours MS22-6 puissent toujours être utilisés. Toutefois, ils ne permettent pas de bénéficier des avantages en matière d’équipement décrits ci-dessus. »
Tour multibroche moderne pour les pièces complexes
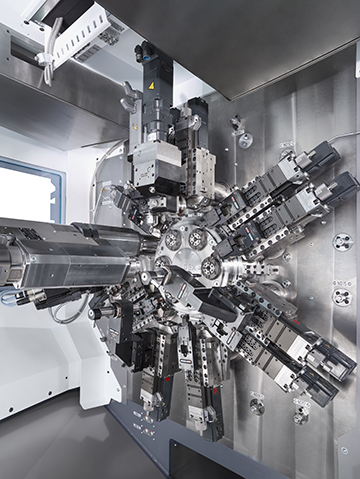
Le nouveau tour multibroche MS24-6 d’INDEX (diamètre de barres max. 24 mm et 50 mm pour les pièces de mandrin) à conception modulaire complète parfaitement la gamme et se positionne entre les tours MS16-6/MS16-6 Plus et MS32-6. Tandis que le MS16 d’INDEX se distingue par l’utilisation des chariots de plongée et de perçage pour des usinages plus simples et les très grandes séries, le nouveau MS24-6 est parfait pour les tâches d’usinage d’une complexité moyenne à extrême. La machine est équipée de six broches et de douze chariots croisés dotés d’axes NC en X, Z et Y (4x), ainsi que d’une ou de deux broches synchrones pour l’usinage de la face arrière. De ce fait, la machine peut être exploitée sur six broches ou en deux pièces au cycle. Le double usinage de face arrière est également possible. Des outils rotatifs et des axes C et Y offrent à l’utilisateur un large spectre de possibilités d’usinage, par exemple le perçage décentré, le fraisage de filets, de contours ou par génération, mais aussi le polygonage.
L’élément central du MS24-6 d’INDEX est son barillet spécial refroidi par fluide avec optimisation des échanges thermiques. La puissance d’entraînement généreuse est de 8,7 kW à 100 % ED ou 15 kW à 25 % ED par broche. Des vitesses de rotation jusqu'à 10 000 tr/min offrent des possibilités d’usinage multiples, y compris pour les pièces en aluminium.
En matière de systèmes de serrage, le MS24-6 possède de nouvelles fonctions, décrites par Karl-Heinz Schumacher : « les machines plus petites telles que le MS16, ou encore le MS22, disposent d’un système de serrage par traction sous forme d’une pince de serrage classique. Les pièces de mandrin sont généralement serrées avec un mandrin standard ou à mors spéciaux. Pour notre nouveau MS24-6, nous proposons à présent un serrage à pince complémentaire de type Axfix TOPlus24. Ce système repose sur le principe du serrage sous pression. Il permet d'éviter les écarts axiaux et d’obtenir une concentricité maximale. » Cet organe de serrage est donc parfait pour les pièces semi-finies ébauchées de très haute précision à chargement robotisé.
Automatisation intelligente
Pour l’usinage des pièces de mandrin complexes, la robotisation est indispensable. Avec la solution proposée par INDEX, le robot interagit avec la table rotative, qui sert d’interface vers un système de manipulateur externe ou d’autres dispositifs d’automatisation du client – la machine est équipée d’une interface de communication normalisée. Le robot intégré à la machine dépose les pièces usinées sur la table rotative et saisit par la même occasion des pièces brutes pour les charger dans la machine.
INDEX propose également, pour l’usinage en barres, d’autres solutions complémentaires plus simples pour l’évacuation automatisée des pièces. Aujourd’hui, les pièces produites doivent sortir sans choc : l’évacuation en vrac par la broche synchrone pivotante, une goulotte et un convoyeur ne suffit généralement plus. Elle reste néanmoins disponible dans notre gamme.
Une amélioration intéressante est à noter pour les pièces longues telles que les arbres, etc. : ici, un dispositif de pivotement supplémentaire prend en charge la pièce tronçonnée par la broche synchrone et la pose dans le bon sens sur un convoyeur chargé de l’évacuation de la machine.
Autre possibilité dans la même logique : la broche synchrone remet la pièce tronçonnée à un préhenseur intermédiaire pour une évacuation ordonnée. Elle est ainsi alors disponible immédiatement pour le prochain usinage. Un module linéaire saisit la pièce dans le préhenseur intermédiaire et l’achemine parallèlement à l’usinage vers la cellule de manipulation située à l’extérieur de la machine. La durée totale de la manipulation complète de la pièce est inférieure à 5 secondes !
Autres avantages
Parmi les équipements complémentaires du tour multibroches CNC MS24-6 d’INDEX figure entre autres l’embarreur MBL24-6 d’INDEX, qui offre les avantages MBL en termes d’absence de vibrations des barres et de l’embarreur pendant l’usinage. Il est disponible en chargement en bottes ou à plat en 3300 et 4300.
Grâce au refroidissement par fluide du barillet, de la contrebroche et de l’armoire électrique, INDEX obtient pour le tour multibroches MS24-6 une stabilité thermique optimale, importante notamment en raison de la structure compacte de la machine. Ce concept spécifique à INDEX permet de respecter des tolérances minimes lors de l’usinage. La réaction au préchauffage du MS24-6 est également exceptionnelle. En un temps minimal, la machine atteint une température constante, sans que l’opérateur n’ait à intervenir pour apporter des corrections fastidieuses.
Le pupitre de commande entièrement pivotant avec l’iXpanel d’INDEX offre au MS24-6 une facilité de commande exceptionnelle. Sur la base de la commande SIEMENS S840D sl (Solution Line), le concept de commande développé par INDEX réduit considérablement la complexité du réglage et de l’équipement.
Points forts du MS24-6 d’INDEX
- Un concept modulaire polyvalent
- Un encombrement réduit grâce à l’optimisation de l’installation de liquide de coupe
- Une répétabilité élevée du système de serrage rapide du chariot
- Une réduction du temps d’équipement grâce à la denture en W
- Une transmission de chaleur réduite grâce au barillet refroidi par fluide
- Un serrage par traction et pression sur la broche principale
- Différentes solutions d’automatisation pour l’alimentation et l’évacuation des pièces