Multibroches CNC INDEX MS40-8 : Productivité accrue avec 8 broches !
Parfaitement adapté aux exigences des utilisateurs.
Atouts de la machine
Vos avantages
- Chariot ultradynamique avec guidage à glissières (axe X)
- Axe Z anti-usure grâce aux fourreaux à paliers hydrostatiques
- Poste de travail facilement accessible, pour un montage nettement simplifié
- Usinage de pièces de mandrin avec chargement et déchargement par robot
- Evacuation dirigée des pièces grâce à un manipulateur linéaire
- Broches synchrones pivotantes ultrarapides avec axe C pour l’usinage de face arrière
- En position d'usinage, le bras pivotant est verrouillé avec l'engrènement Hirth en trois parties, afin d'assurer une rigidité maximale
Focalisation sur le MS40-8
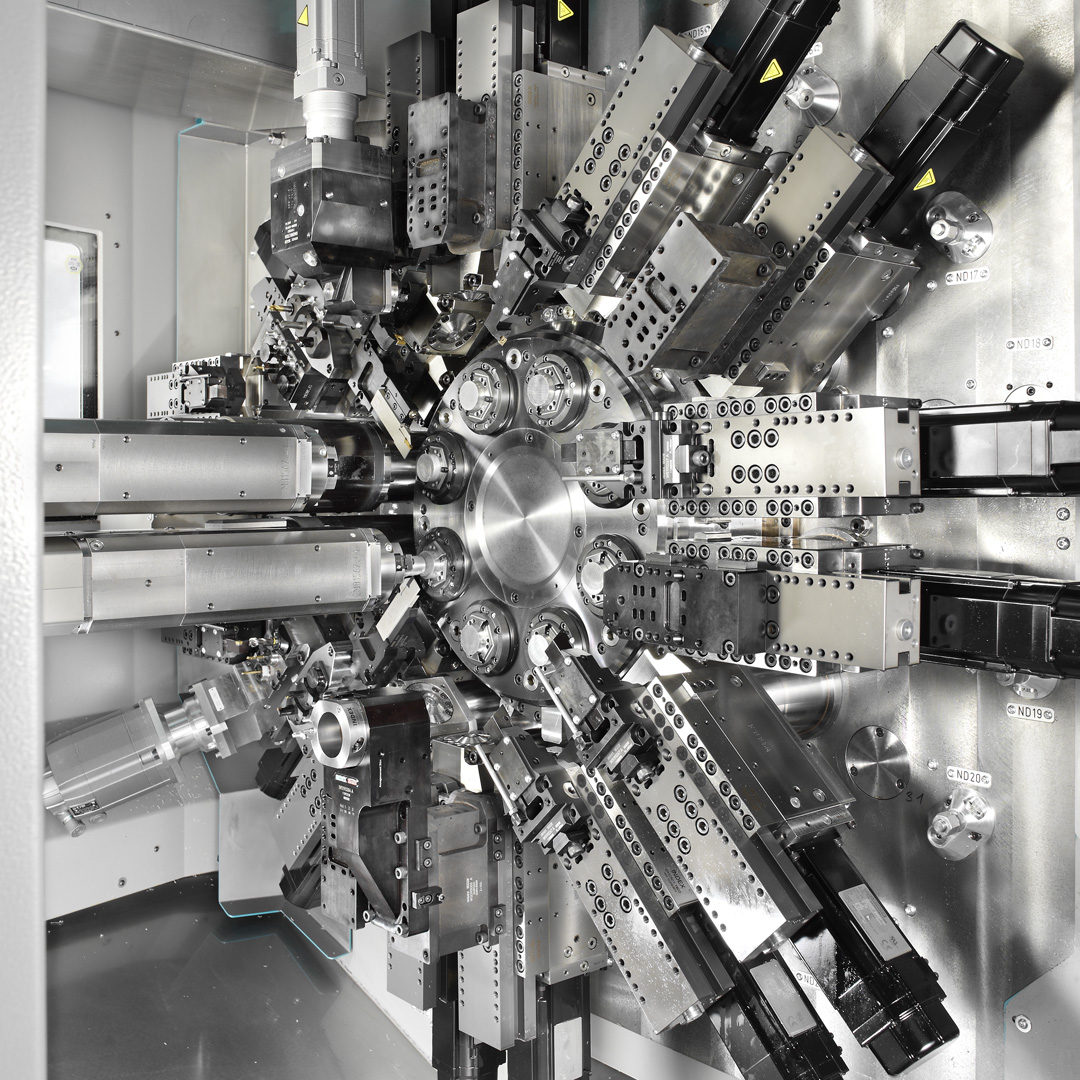



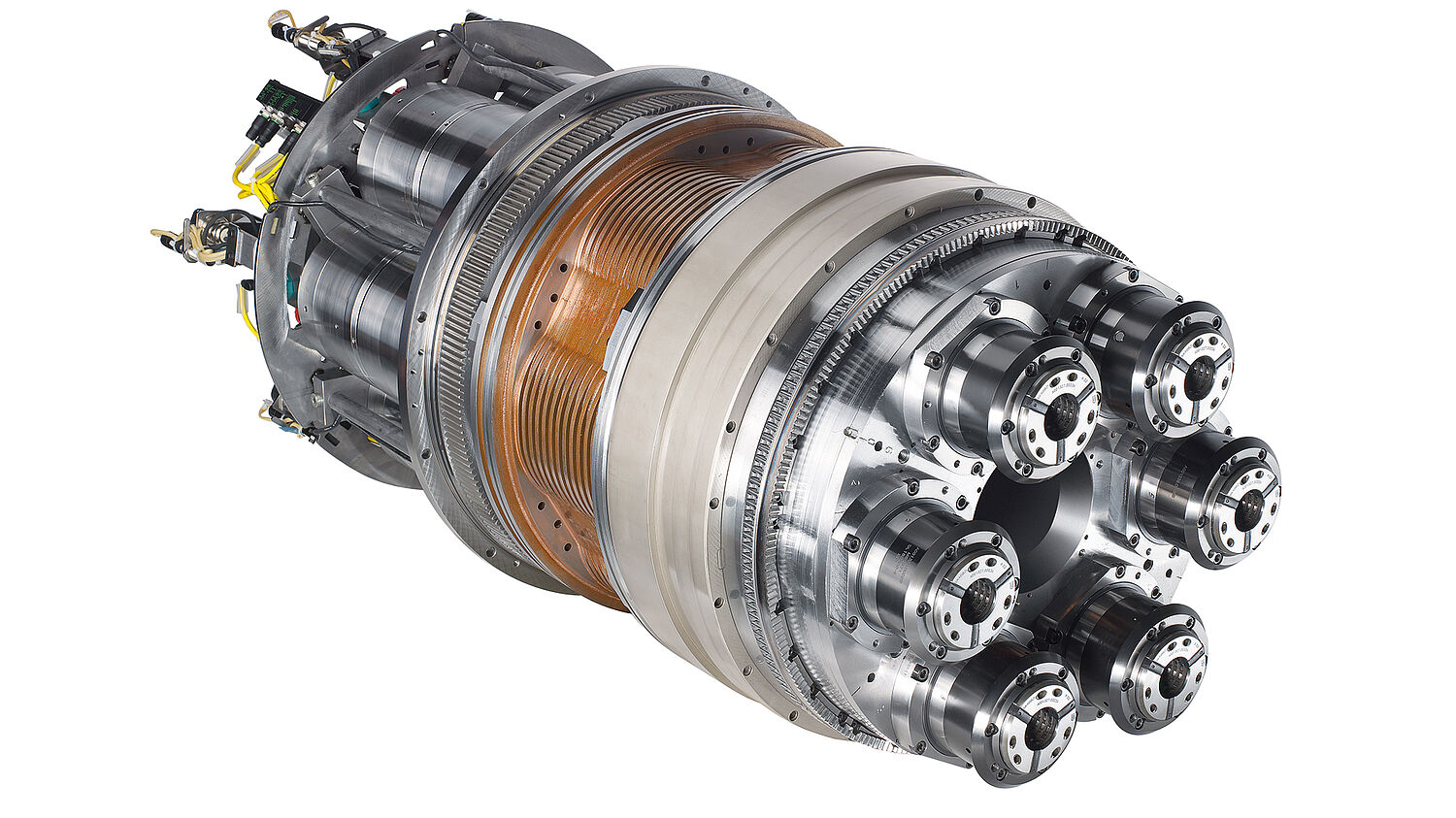
Tambour porte-broche thermostable
Notre signe distinctif :
le tambour porte-broche
Grâce à l'utilisation d'un engrènement tripartite de la marque Hirth, le tambour de broche compact permet une précision maximale, quelle que soit la position.
La base est composée de 8 motobroches refroidies par air intégrées dans le tambour porte-broche.
Une régulation de vitesse continue, (dynamique élevée) structure compacte, absence de besoins de maintenance et technique synchrone moderne garantissent la précision élevée des pièces.
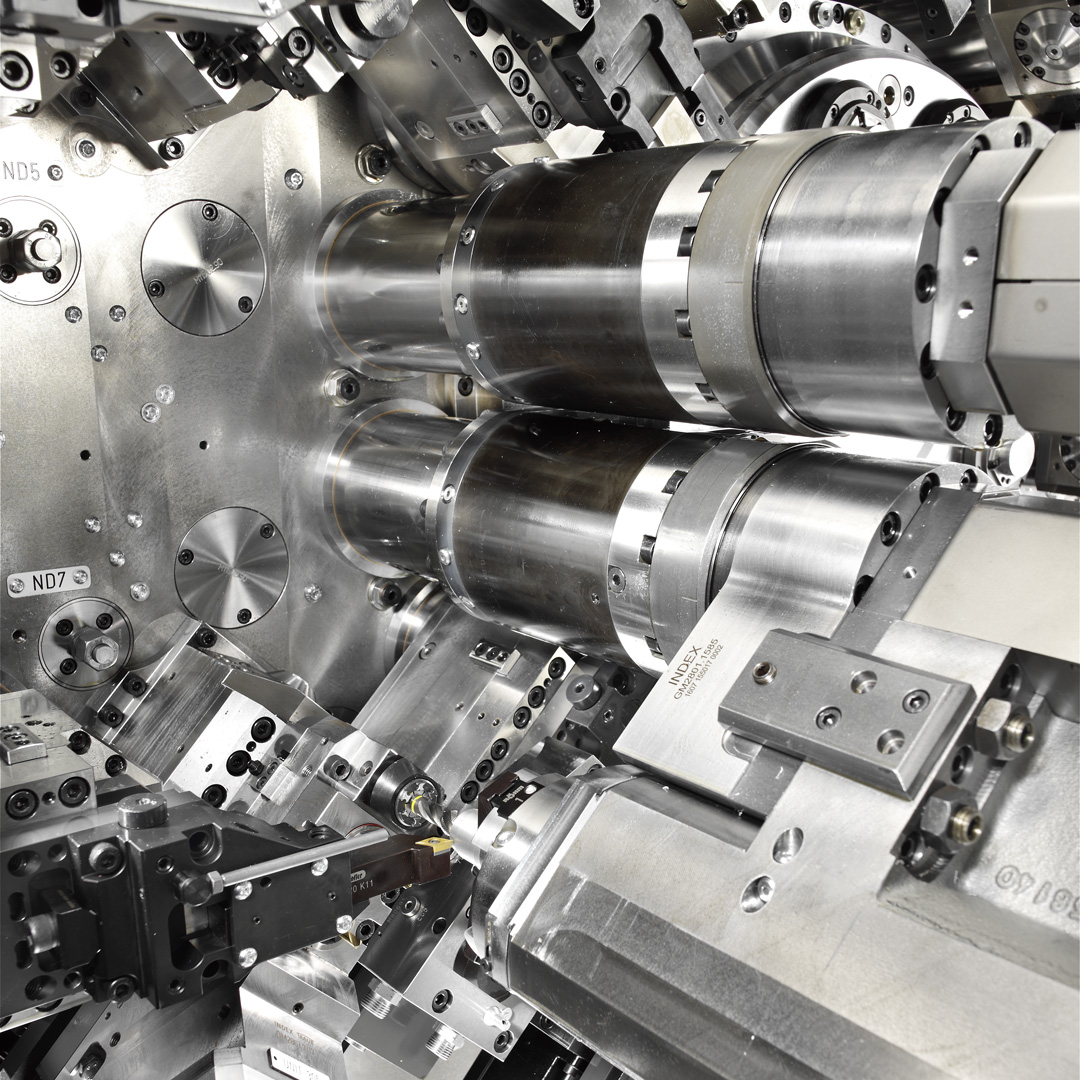
Vitesses de rotation indépendantes
Pendant l’usinage, la vitesse de rotation optimale est programmable pour
chaque position de broche et arête de coupe d'outil -
voire même durant la coupe. Le résultat : un décollage optimal des copeaux, une qualité de surface maximale, des temps d'usinage de pièce courts et des durées de vie d'outils prolongées.
Cela vous permet d'usiner aussi les matériaux à haute limite élastique, qui n'étaient jusqu'à présent pas adaptés aux machines multibroches.
Les modifications de la vitesse de rotation sont possibles en cours de commutation de tambour. De ce fait, aucun temps improductif supplémentaire n'est nécessaire.
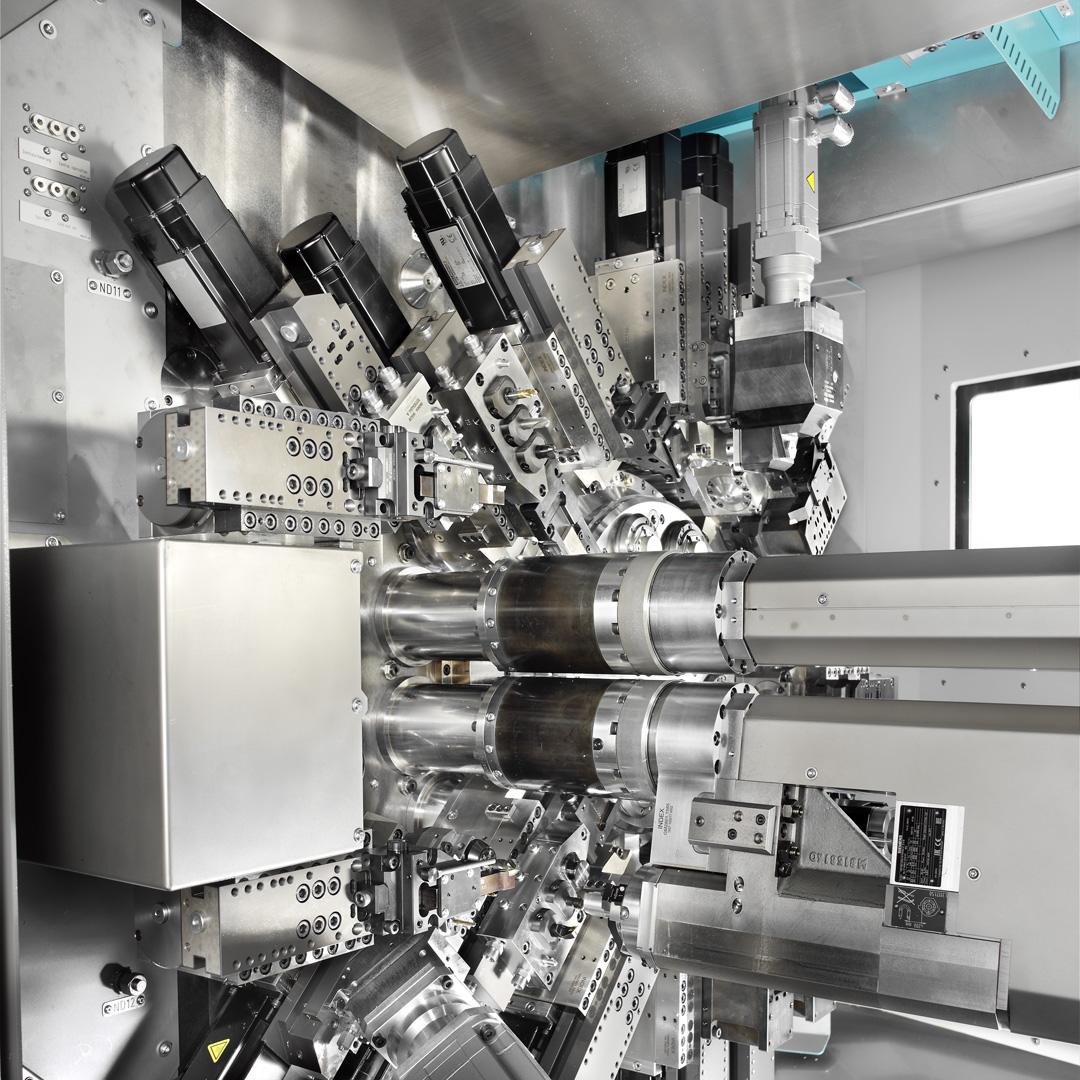
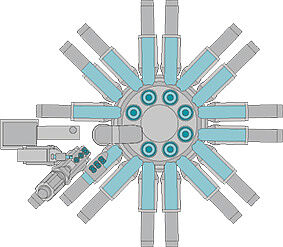
Configuration de la machine
Extension complète
- 14 porte-outils avec 1, 2 ou 3 axes de déplacement
- Chariots de dépouille avec respectivement 7 outils, dont jusqu'à 4 entraînés pour usinage en dépouille
- Possibilité d’équipement multiple des chariots
- Seuls les porte-outils déterminent le sens d’usinage (intérieur ou extérieur)
- Usinage transversal et frontal avec outils entraînés
Votre avantage : Réduction du temps unitaire grâce à l'utilisation de 8 broches de travail
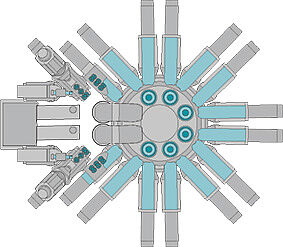
Quadruple broche double
- 2 x 4 broches pour l’usinage simultané de 2 pièces d’usinage
- Disponible pour chaque pièce d'usinage : 6 x chariot X/Z, 1 x broche synchrone, 1 x chariot de décolletage avec outils de module de dépouille, 1 x chariot de module de dépouille X-CN, 1 x chariot de module de dépouille X/Z-CN
- Indexage de barillet : 3 x 90°= 270°(2 « machine »)
- Possibilité d’équipement multiple des chariots
Votre avantage : Réduction du temps unitaire par usinage en parallèle
"La polyvalence est l'atout du tour multibroche CNC MS40-8. Qu'il s'agisse de pièces complexes ou de procédés de production différents, tout est possible !"
Exemples d'application




Plus que le tournage
Le tour multibroches INDEX CNC avec des outils entraînés vous offre de toutes nouvelles possibilités, par exempleperçage et taraudage décentrés, perçage oblique, perçage transversal, fraisage de contours, taille par génération (dentures) et Polygonage.
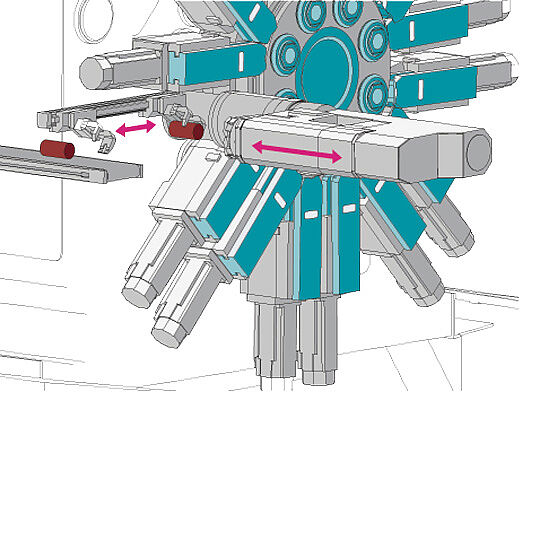
Manipulation de pièce usinée
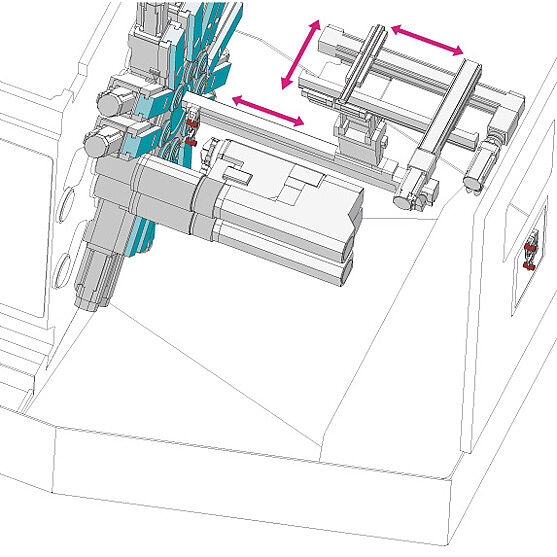
Chariot linéaire avec préhenseur intermédiaire pour l'évacuation guidée des pièces depuis la position de broche 8
Evacuation très rapide en position orientée via un mouvement linéaire et rotatif. Le transfert de la pièce est effectué d'abord par la broche synchrone vers le préhenseur intermédiaire. Ensuite, la pièce est transmise par le chariot linéaire depuis le préhenseur intermédiaire au système de manipulateur externe. Ce processus s'effectue parallèlement à l'usinage.

Evacuation orientée des pièces depuis la broche synchrone vers le convoyeur interne
Evacuation orientée axiale par le préhenseur et le vérin linéaire depuis la broche synchrone en position 8 ou 7 et 8 vers le convoyeur interne pour les pièces qui ne doivent pas être éjectées.
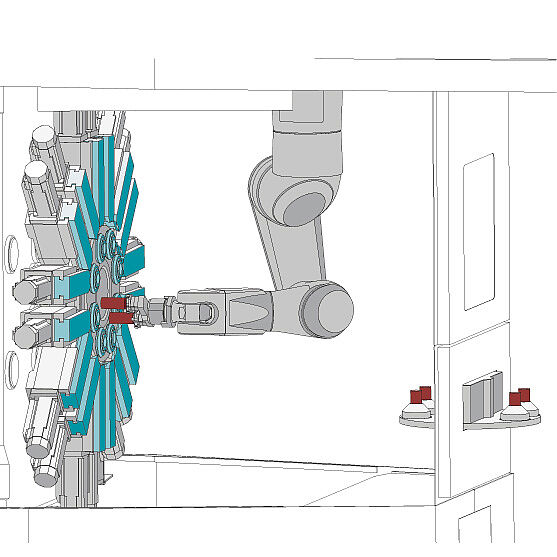
Alimentation et évacuation des pièces par le robot à 6 axes
Le manipulateur de pièces pour les éléments de mandrin et sections de barres peut être utilisé pour l'usinage à 8 broches avec et sans broche synchrone, ainsi que pour l'usinage à 4 broches doubles. De même, une variante 4x OP10 (premier côté) et 4x OP20 (second côté) avec poste de retournement est possible.
Chariot linéaire à 3 axes pour l'évacuation orientée des pièces depuis la broche synchrone
Transfert en position orientée et sans détériorations des pièces depuis la broche synchrone en position 8 ou 7 et 8 vers le système de manipulateur externe sur la face avant de la machine. Tous les 3 axes du système de manipulateur intégré à la machine sont pilotés par des commandes CN.