

Tour multibroches avec usinage innovant de la face arrière
Un développement pour les technologies de fabrication les plus modernes
Atouts de la machine
Vos avantages
- Chariot ultradynamique avec guidage à glissières (axe X)
- Axe Z anti-usure grâce aux fourreaux à paliers hydrostatiques
- Usinage de pièces de mandrin avec chargement et déchargement par robot ou manipulateur linéaire
- Broches synchrones pivotantes ultrarapides avec axe C
- En position d'usinage, le bras pivotant est verrouillé avec l'engrènement Hirth en trois parties, afin d'assurer une rigidité maximale
- Max. 6 outils pour l'usinage d ela face arrière pour chaque broche synchrone pivotante
- Déjà compris : Le système de commande iXpanel - i4.0 ready avec écran tactile de 18,5" et commande Siemens S840D sl
Focalisation sur le MS52-6





Le robot, un facteur de productivité
La manipulation de pièces automatisée avec un robot assure une fabrication optimale
- Chargement et déchargement polyvalent en fonction de la position sur les 6 positions de broches grâce au robot à double préhenseur intégré dans l'espace d'usinage
- Alimentation et évacuation sans détériorations, même pour les pièces fragiles
- Temps de chargement et de déchargement courts, aussi en combinaison avec le préhenseur double ou quadruple pour une fabrication à triple broche double
- Parfaitement adapté au Pick&Place pour le raccordement à des convoyeurs ou systèmes de palettisation
- Usinage de pièces préformées, forgées ou extrudées jusqu'à env. 125 mm
Le plateau pivotant : transfert vers l'interface de manipulation périphérique
- Interface standardisée (tant sur le plan mécanique que sur le plan électrique)
- Système fermé limitant les fuites d'huile

Possibilités d'usinage
Fraisage
Fraisage avec outil entraîné selon les variantes suivantes :
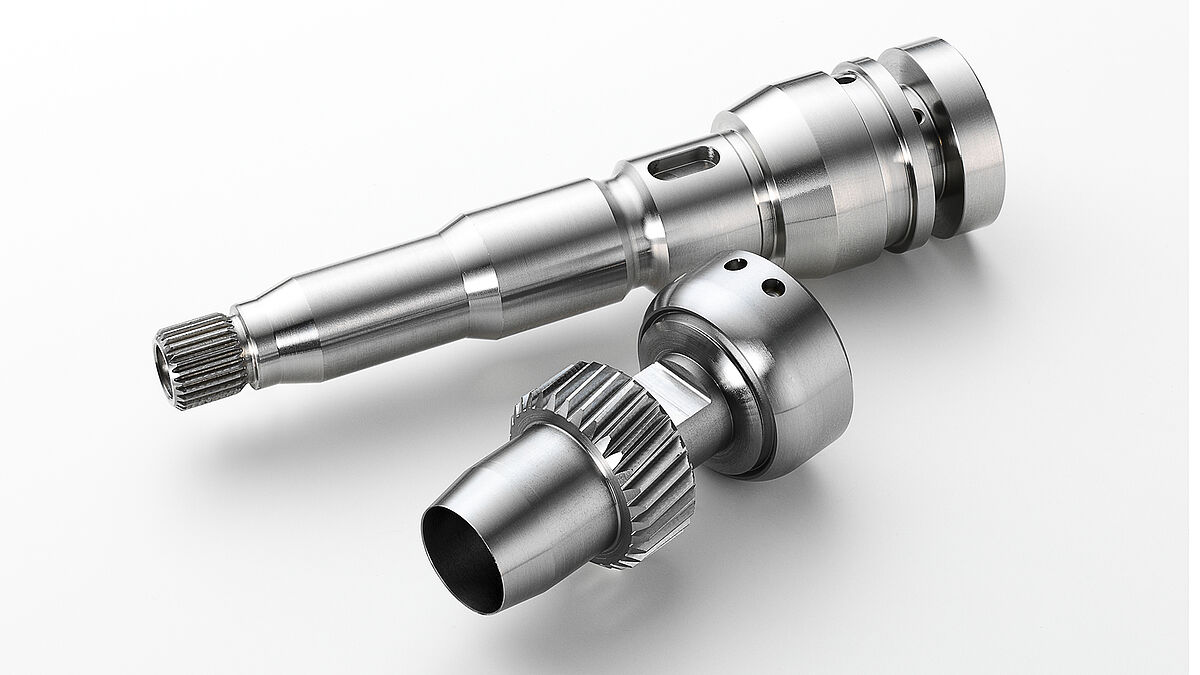
- Fraise disque alliée à l'usinage avec l'axe C (fonction Transmit)
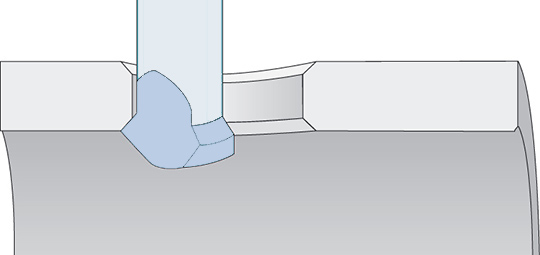
- Fraise à queue alliée à l'usinage avec l'axe Y
- Fraisage en plongée
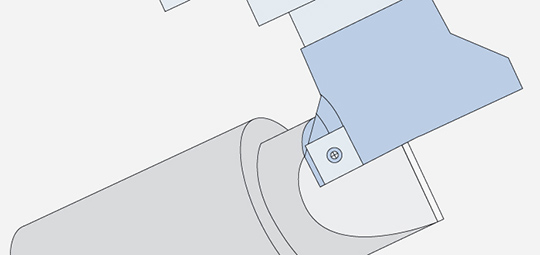
Fraisage de dentures, taille par génération
- Couplage électronique précis
- Conditions préalables très stables
- Denture correctement positionnée par rapport à d'autres surfaces ou éléments moulés
- Décalage angulaire quelconque programmable
- Durées d'outil plus élevées grâce au décalage avec l'axe X
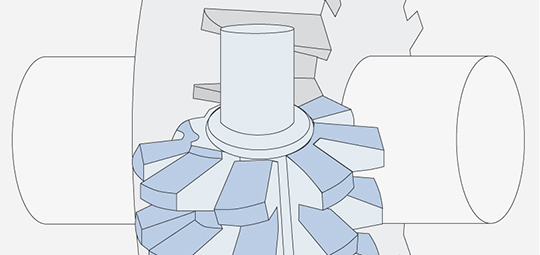
Ebarbage elliptique
Ebarbage homogène (enlèvement de copeaux homogène) de perçages transversaux par interpolation de l'axe C, l'axe X et l'axe Z avec outil entraîné.
Caractéristiques techniques
ouvrir tout
Nombre max.
6
Passage de barres
mm
52
Vitesse de rotation max.
min-1
5.000
Puissance (à 100% / 25%)
kW
20 / 30
Couple pour 100% / 25%
Nm
88 / 130
Nombre max.
1 / 2
Passage de barres
mm
52
Vitesse de rotation max.
min-1
6.000
Puissance (à 100% / 40%)
kW
5,7 / 7,2
Couple pour 100% / 40%
Nm
18 / 23
Course chariot en Z
mm
132
Nombre d'outils de reprise
3 / 6
Nombre max.
12
Course chariot en X
mm
100
Course chariot en Y
mm
56
Course chariot en Z
mm
180
Nombre max.
1 / 2
Course chariot en X
mm
82
Nombre d'outils de reprise
3
Poids
kg
12.000
Puissance installée
kW
94-127
Longueur x largeur x élévation
mm
4.030 x 2.232 x 3.129
Siemens
S840D sl
Écran multi-tactile
18,5"
Demandez une offre !
Faites ici une demande d’offre à titre informatif pour un INDEX MS52


