INDEX flerspindlig CNC-maskin MS40-8: Produktiv maskin med åtta spindlar!
Exakt utformad efter användarens krav.
Maskin-highlights
Fördelar
- Mycket dynamisk slid med glidstyrning (X-axel)
- Slitagefri Z-axel med dubbrör med hydrostatiska lager
- Lättillgängligt arbetsutrymme och därmed mycket riggningsvänlig
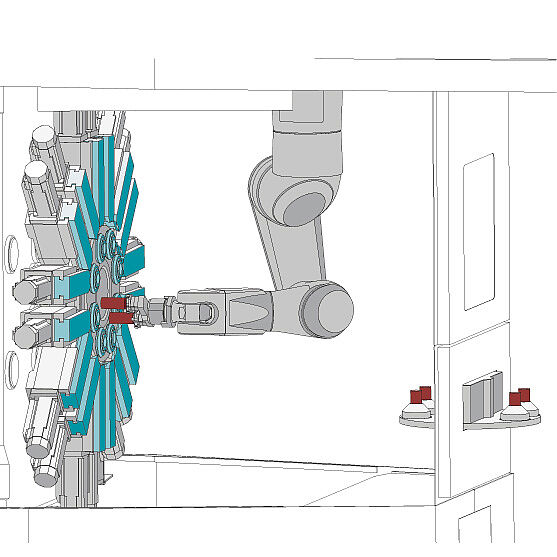
- Chuckdelsbearbetning med fastspänning och lossning av robot
- Riktad detaljbortförsel till följd av linjär hantering
- Extremt snabba svängsynkronspindlar med C-axel för baksidesbearbetning
- Svängarmen låses i bearbetningspositionen med den tredelade Hirth-kuggningen och sörjer därmed för högsta styvhet
MS40-8 i fokus
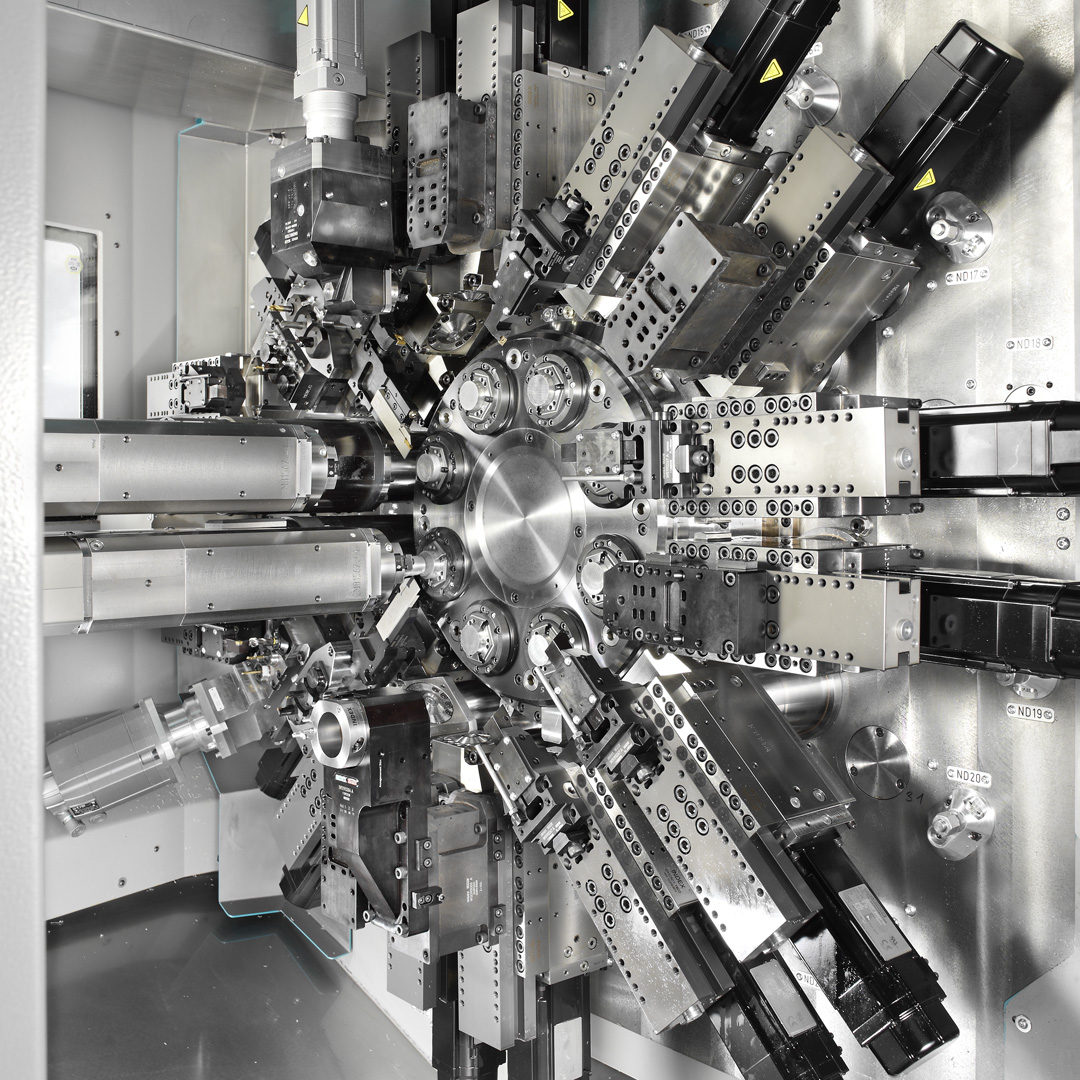



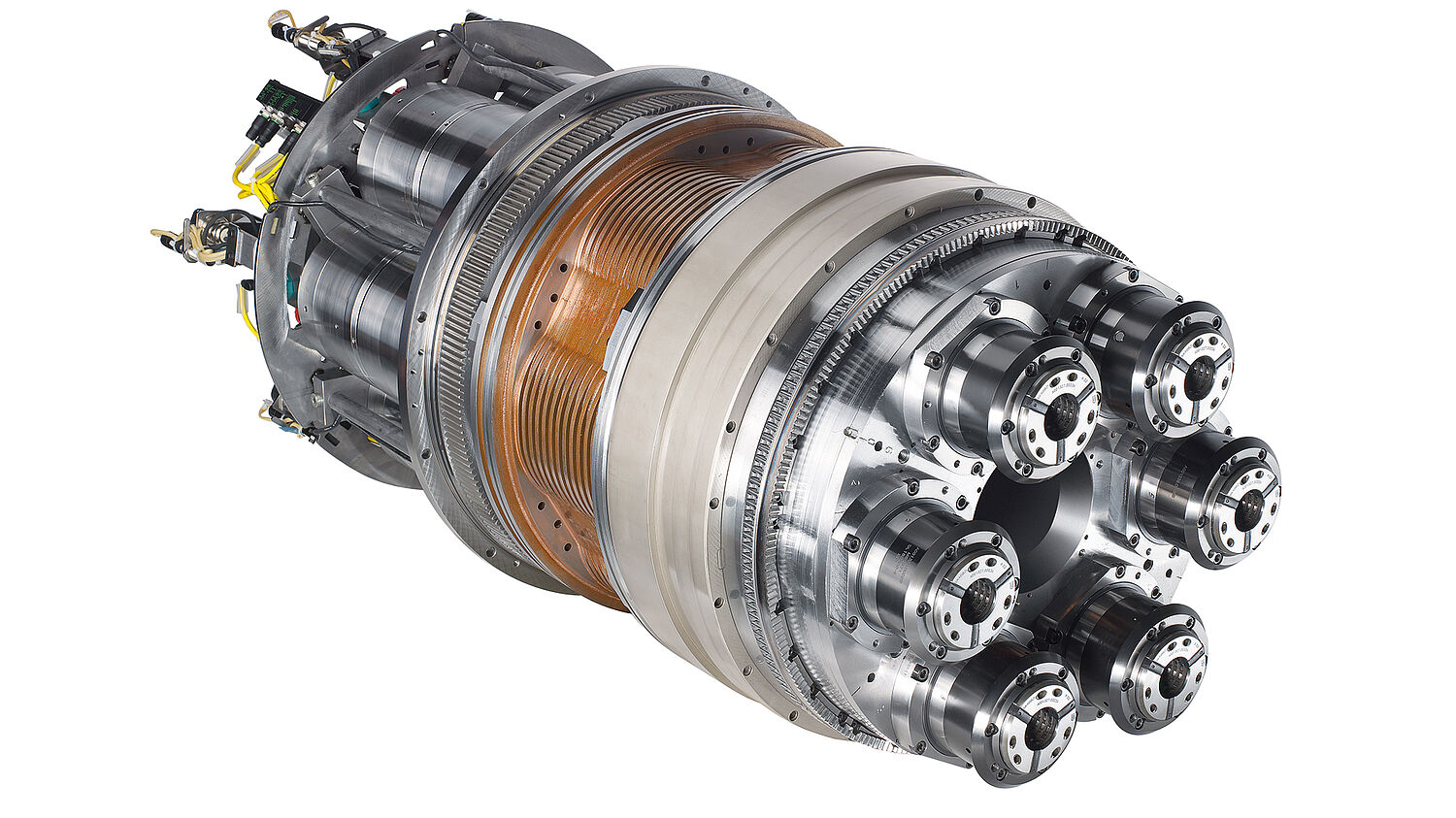
Termostabil spindeltrumma
Vårt specialitet:
spindeltrumman
Den kompakta spindeltrumman möjliggör till följd av en tredelad Hirth-kuggning högsta precision i alla lägen.
Basen bildar åtta vätskekylda motorspindlar som är integrerade i spindeltrumman.
Steglös varvtalsreglering, (hög dynamik) kompakt konstruktion, underhållsfrihet och modern synkronteknik, som garant för mycket exakta detaljer.
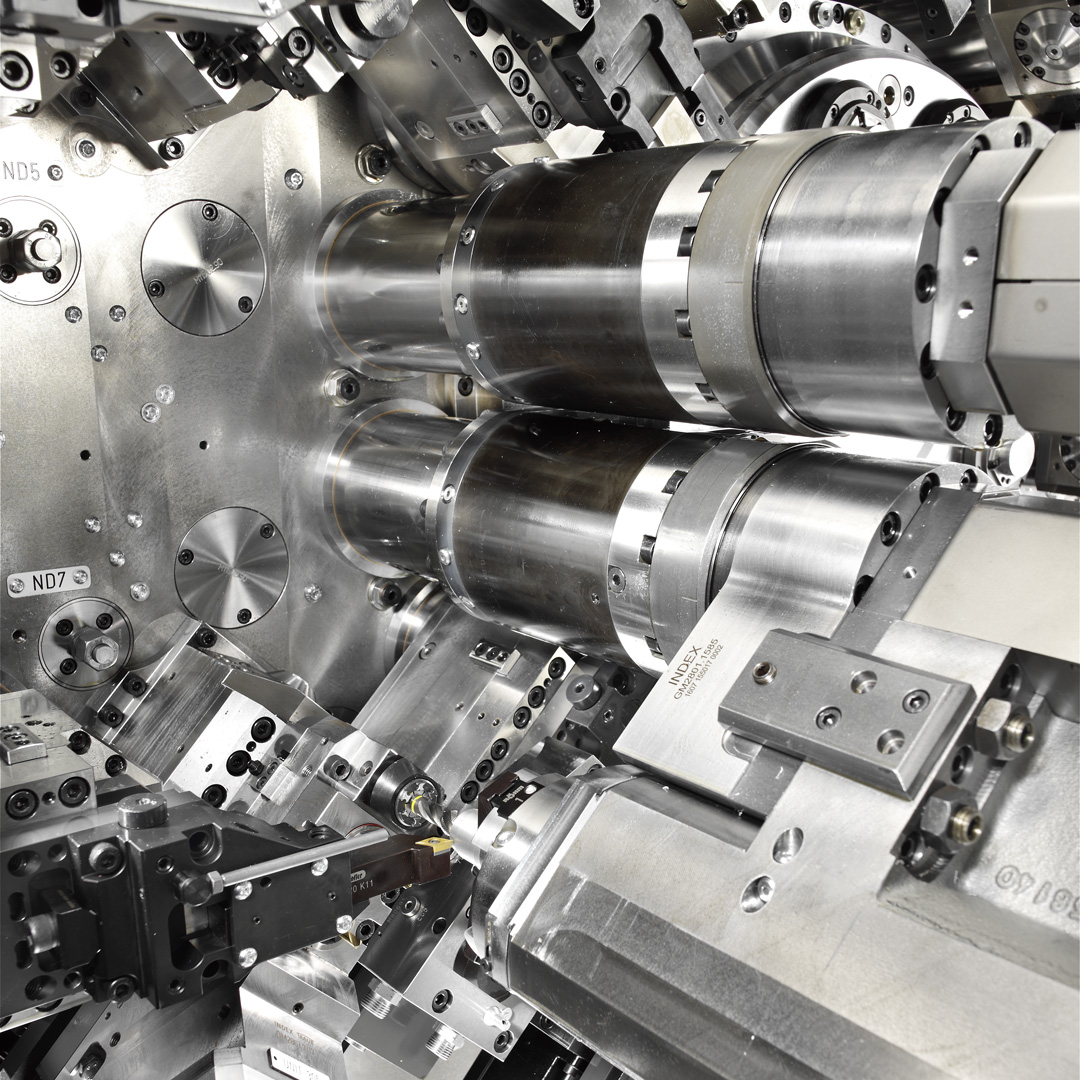
Oberoende varvtal
Under bearbetningen kan varje spindelläge och
varje verktygsskär alltid programmeras till optimalt varvtal –
som till och med kan varieras under skärning. Resultatet är bästa möjliga skärning, högsta möjliga ytkvalitet, korta produktionstider och längre verktygslivslängd.
Även höghållfasta material,
som tidigare knappt var lämpade för flerspindliga maskiner, kan bearbetas.
Förändring av varvtal kan ske under trumväxling, vilket gör att inga extra stopptider behövs.
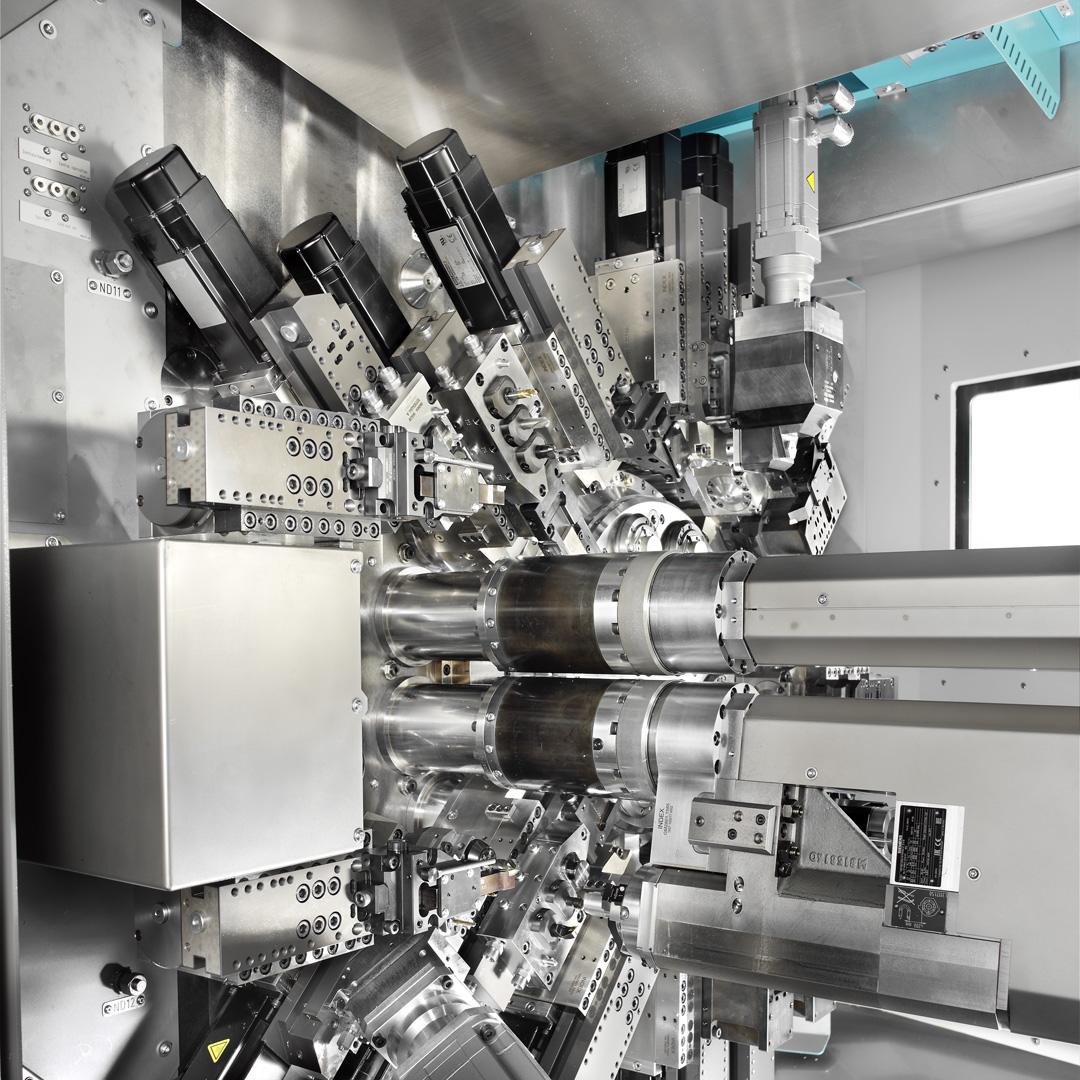
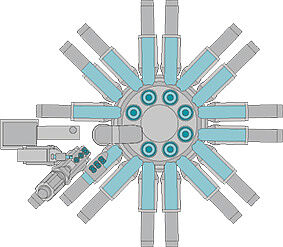
Maskinkonfiguration
Fullständig utbyggnadsgrad
- 14 verktygsinfästningar med 1, 2 eller 3 körbara axlar
- Baksidesbearbetning med upp till 7 verktyg, varav max. 4 har drivning för bearbetning på avstickningssidan
- Multipel bestyckning av sliden möjlig
- Endast verktygshållarna bestämmer bearbetningsriktningen (invändig eller utvändig)
- Tvärbearbetning eller framsidig bearbetning med drivna verktyg
Fördelen med detta: Reducerad produktionstid på grund av åtta arbetsspindlar
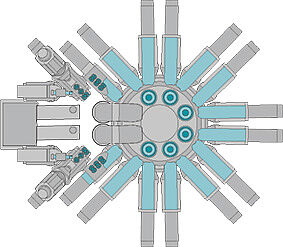
Dubbel fyrspindlig maskin
- 2 x 4 spindlar för samtidig bearbetning av 2 detaljer
- Följande står till förfogande per detalj: 6 x X/Z-slid, 1 x synkronspindel, 1 x avstickningsslid med HiBo-verktyg, 1 x HiBo-slid X-NC, 1 x HiBo-slid X/Z-NC
- Trumväxling: 3 x 90°= 270°(2 ”maskiner”)
- Multipel bestyckning av sliden möjlig
Fördelen med detta: Reducerad produktionstid på grund av parallell tillverkning
"Mångsidigheten är styrkan hos den flerspindliga CNC-maskinen MS40-8. Oavsett om det gäller komplexa detaljer eller olika procedurer – allt är möjligt!"
Användningsexempel




Mer än bara svarvning
INDEX flerspindliga CNC-automatsvarv med drivna verktyg ger helt nya möjligheter, exempelvisexcentrisk borrning och gängskärning, snedborrning, tvärborrning, konturfräsning, avrullningsfräsning (kuggning) och mångkantssvarvning.
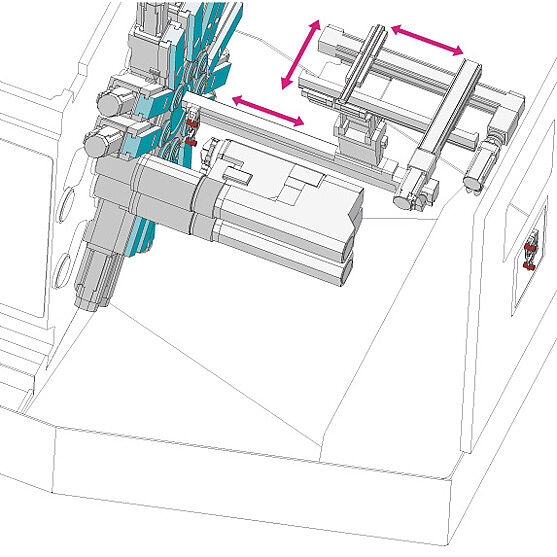
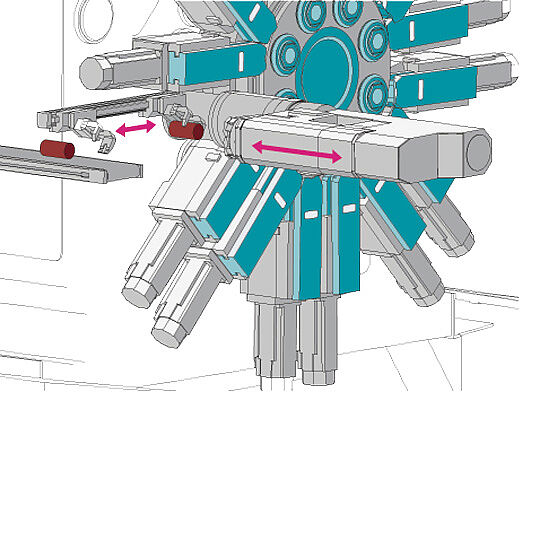
Detaljhantering
Linjärslid med mellangripare för riktad bortförsel av detalj ur spindelläge 8
Mycket snabb, lägesorienterad bortförsel via en linjär och roterande rörelse. Överlämning av detaljen sker först från synkronspindeln till mellangriparen. Sedan lämnas detaljen över från mellangriparen, via linjärsliden, till det externa hanteringssystemet. Denna procedur sker under tiden.

Riktad delbortförsel från synkronspindeln till det interna transportbandet
Axiell bortförsel via griparen och linjärcylindern från synkronspindeln till läge 8 eller 7 och 8 till det interna transportbandet för detaljer som inte får stötas ut.
Till- och bortförsel av detaljer med hjälp av robot med sex axlar
Detaljhanteringen för chuckdelar och stångavsnitt kan användas för åttaspindlig bearbetning med och utan synkronspindel, samt för dubbel fyrspindlig bearbetning.Även en variant 4x OP10 (första sidan) och 4x OP20 (andra sidan) med extern vändstation är möjlig.
Linjärslid med 3 axlar för riktad bortförsel av detalj ur synkronspindeln
Skadefri och lägesorienterad överlämning av komponenter ur synkronspindeln i läge 8 eller 7 och 8 på det externa hanteringssystemet på maskinens framsida. Alla tre axlar i det maskinintegrerade hanteringssystemet är NC-styrda.